


ШӯШө Щ…ЩғШЁШі Ш§Щ„Щ…ШӯШұЩғ
ШЈ- ШӘШ¬ЩҮЩҠШІ Ш§Щ„Щ…ЩғШЁШі Щ„Щ„ЩҒШӯШө Ш§Щ„ШЁШөШұЩү :
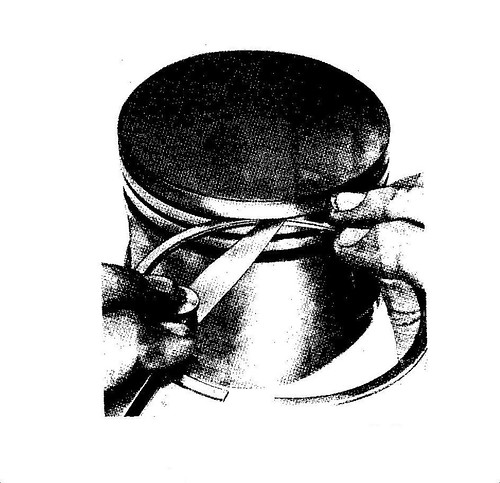
- ЩҶШёЩҒ Ш§Щ„ЩғШұШЁЩҲЩҶ Ш§Щ„Щ…ШӘШ¬Щ…Ш№ Ш№Щ„ЩҠ ШӘШ§Ш¬ Ш§Щ„Щ…ЩғШЁШі ШЁШ§ШіШӘШ№Щ…Ш§Щ„ Ш§ШҜШ§Ш© Щ…ЩҶШ§ШіШЁШ© ЩғЩҒШұШҙШ© ШіЩ„ЩғЩҠШ© ШҢ Щ„ЩғЩҶ Щ„Ш§ ШӘЩҶШёЩҒ ШЁЩҮШ§ Ш¬ШіЩ… Ш§Щ„Щ…ЩғШЁШі .
- Ш§Щ„ЩғШұШЁЩҲЩҶ Ш§Щ„Щ…ЩҲШ¬ЩҲШҜ ШЈШ№Щ„Щү ШӯЩ„ЩӮШ© Ш§Щ„Ш¶ШәШ· ЩҲШӘШӯШӘ Ш§Щ„ШӘШ§Ш¬ ШӘШІШ§Щ„ ШЁЩ…ЩҲШ§ШҜ ШӘЩҶШёЩҠЩҒ ЩғЩҠЩ…ЩҠШ§ШҰЩҠШ©
-ЩҶШёЩҒ Ш§Щ„Ш«ЩӮЩҲШЁ Ш§Щ„Щ…ШіШҜЩҲШҜШ© Щ„ШӯЩ„ЩӮШ§ШӘ Ш§Щ„ШІЩҠШӘ
- ЩӮЩ… ШЁШ§ШІШ§Щ„Ш© Ш§Щ„ШҙЩҲШ§ШҰШЁ Ш§Щ„ЩғШұШЁЩҲЩҶЩҠШ© Ш§Щ„Щ…ШӘШұШіШЁШ© Ш№Щ„ЩҠ Щ…Ш¬Ш§ШұЩү Ш§Щ„ШӯЩ„ЩӮШ§ШӘ
ШЁ - Ш§Щ„ЩҒШӯШө Ш§Щ„ШЁШөШұЩү :
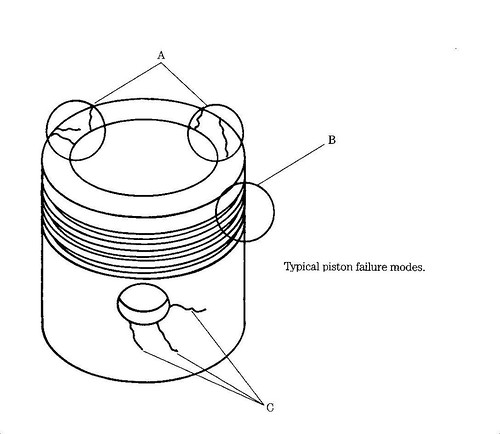
- Ш§Щ„Щ…ЩҲШ§Ш¶Ш№ Ш§Щ„ШӘЩү ЩҠШ¬ШЁ Ш§Щ„ЩғШҙЩҒ Ш№Щ„ЩҠЩҮШ§ Ш№ЩҶШҜ ЩҒШӯШө Ш§Щ„Щ…ЩғШЁШі :
1-Ш§Щ„ШЁШӯШ« Ш№ЩҶ Ш§Щ„ШҙШұЩҲШ® Ш§Щ„ШӘЩҠ ЩӮШҜ ШӘШӘЩҲШ§Ш¬ШҜ ЩҒЩҠ ШӘШ§Ш¬ Ш§Щ„Щ…ЩғШЁШі ( A ) ЩҲШӯЩҲЩ„ ЩҒШӘШӯШ© Ш§Щ„ШЁЩҶШІ( C )
2-Ш§Щ„ШӘШҙЩҲЩҠЩҮ ШЈЩҲ Ш§Щ„ШӘШўЩғЩ„ ШЈЩҲ Ш§Щ„Ш§Щ„ШӘЩҲШ§ШЎ ЩҒЩҠ ЩҲШ¬ЩҲЩҮ Ш§Щ„Щ…Ш¬Ш§ШұЩү Ш§Щ„Ш№Щ„ЩҲЩҠШ© ЩҲШ§Щ„ШіЩҒЩ„ЩҠШ©(Ring grooves) Щ„ШӯЩ„ЩӮШ§ШӘ Ш§Щ„Щ…ЩғШЁШі (B ) .
3-ЩғШіШұ Ш§ЩҲ ШӯЩҒШұ Ш№Щ…ЩҠЩӮЩҮ ЩҒЩҠ ШӯЩҲШ§ЩҒ Ш§Щ„Щ…ЩғШЁШі
- Ш®ШҜЩҲШҙ ЩҲШӘШіЩ„Ш®Ш§ШӘ (ШӘШӘЩҲШ§Ш¬ШҜ Ш№Щ„ЩҠ Ш§ШіШ·Шӯ Ш§Щ„Щ…ЩғШЁШі Ш§Щ„Ш№Ш§Щ…Щ„Ш© )
- ШӘЩ„ЩҒ ЩҒЩҠ ЩҲШ¬ЩҲЩҮ ШЈШ®Ш§ШҜЩҠШҜ (Grooves ) Ш§Щ„ШӯЩ„ЩӮШ§ШӘ
- ЩҲШ¬ЩҲШҜ ШҙЩҲШ§ШҰШЁ Щ…Ш№ШҜЩҶЩҠШ© ШәШ§Ш·ШіШ© ЩҒЩҠ Ш§Щ„ШӘШ§Ш¬ Ш§ЩҲ Ш§Щ„Ш¬Ш°Ш№ (Skirt )
- Ш§Ш°Ш§ Щ„ЩҲШӯШё Ш§Ш«Шұ Ш№Щ…ЩҠЩӮ Щ„ШӘЩ„Ш§Щ…Ші ШЁЩҠЩҶ Ш§Щ„ШөЩ…Ш§Щ… ЩҲШ§Щ„Щ…ЩғШЁШі
-Ш§Ш°Ш§ ШӘЩҲШ§Ш¬ШҜШӘ Ш§ЩҠШ§ Щ…ЩҶ ЩҮШ°ЩҮ Ш§Щ„Щ…ШёШ§ЩҮШұ ЩҠШӘЩ… ШӘШәЩҠЩҠШұ Ш§Щ„Щ…ЩғШЁШі
- Ш§Ш°Ш§ Щ…Шұ Ш§Щ„Щ…ЩғШЁШі Щ…ЩҶ Ш§Щ„ЩҒШӯЩҲШөШ§ШӘ Ш§Щ„ШЁШөШұЩҠШ© Ш§Щ„ШіШ§ШЁЩӮШ© ЩҲШ«ШЁШӘШӘ ШіЩ„Ш§Щ…ШӘЩҮ ШӘШ¬ШұЩҠ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ЩӮЩҠШ§ШіШ§ШӘ ЩғШ§Щ„ШӘШ§Щ„ЩҠ :
Ш¬ вҖ“ Ш·ШұЩӮ ЩҒШӯШө Ш§Щ„Щ…ЩғШЁШі ЩҲШӯЩ„ЩӮШ§ШӘЩҮ ЩҲЩӮЩҠШ§Ші Ш§Щ„Ш®Щ„ЩҲШө :
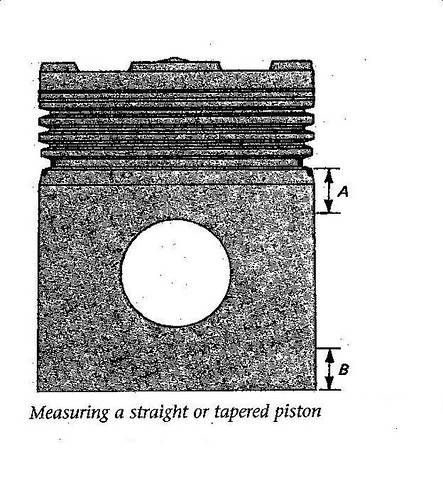
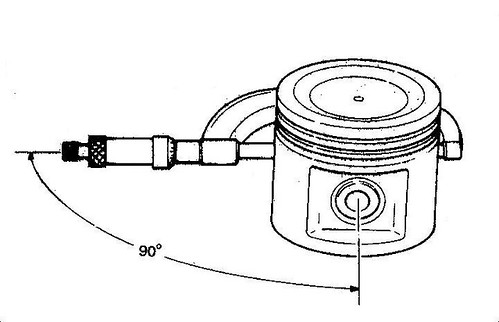
1 вҖ“ ЩҒШӯШө Ш§ШіШӘЩҮЩ„Ш§Щғ Ш§Щ„Щ…ЩғШЁШі :
- ЩҲЩҠШӘЩ… Ш°Щ„Щғ ШЁЩӮЩҠШ§Ші Ш¬Ш°Ш№ Ш§Щ„Щ…ЩғШЁШі ШЁЩҠЩҶ ЩҲШ¬ЩҮЩҠ Ш§Щ„ШҜЩҒШ№ ШЁШІШ§ЩҲЩҠШ© Ш№Щ…ЩҲШҜЩҠШ© Ш№Щ„ЩҠ ШЁЩҶШІ Ш§Щ„Щ…ЩғШЁШі .
Щ…Щ„ШӯЩҲШёШ© - Щ…ЩҲШ§Ш¶Ш№ Ш§Щ„ЩӮЩҠШ§Ші ШӘШ®ШӘЩ„ЩҒ Щ…ЩҶ Щ…ЩғШЁШі Ш§Щ„ЩҠ ШўШ®Шұ ЩҒЩҠШұШ§Ш№ЩҠ ШӘШ№Щ„ЩҠЩ…Ш§ШӘ Ш§Щ„Щ…ЩҶШӘШ¬ ЩҒЩҠ Ш°Щ„Щғ .
- ЩҒЩ…Ш«Щ„Ш§ : ШЁШ§Щ„ЩҶШіШЁШ© Ш§Щ„Щү Щ…ЩғШЁШі Щ…ЩҶ ЩҶЩҲШ№ (Cam-ground piston ) ЩҠШӨШ®Ш° Ш§Щ„ЩӮЩҠШ§Ші ЩҒЩҠ Ш§ШӘШ¬ЩҮ Ш№Щ…ЩҲШҜЩү Ш№Щ„Щү ЩҒШӘШӯШ§ШӘ Ш§Щ„ШЁЩҶШІ .
- ШЈЩ…Ш§ Ш§Щ„Щ…ЩғШЁШі Ш§Щ„Щ…Ш®ШұЩҲШ·ЩҠ Ш§Щ„ШҙЩғЩ„ ШЈЩҲ Ш§Щ„Щ…ЩғШЁШі Ш§Щ„Щ…ШіШӘЩӮЩҠЩ… Ш§Щ„Ш¬Ш°Ш№ ЩҒШӘШӨШ®Ш° Ш§Щ„ЩӮШұШ§ШЎШ© Ш№ЩҶШҜ Ш§Щ„ЩҶЩӮШ·ШӘЩҠЩҶ ( A)ШҢ (B ).
-ЩҲЩҠШӘЩ… Ш§Щ„Щ…ЩӮШ§ШұЩҶШ© ШЁЩҠЩҶ Ш§Щ„ЩӮЩҠШ§ШіШ§ШӘ Ш§Щ„Щ…ШЈШ®ЩҲШ°ЩҮ ЩҲШЁЩҠЩҶ ШЈШЁШ№Ш§ШҜ Ш§Щ„Щ…ЩғШЁШі Ш§Щ„Щ…Ш№Ш·Ш§ЩҮ ЩҒЩҠ Щ…ЩҲШ§ШөЩҒШ§ШӘ Ш§Щ„Щ…ЩҶШӘШ¬ ШҢ ЩҲШ§Щ„Ш§Ш®ШӘЩ„Ш§ЩҒ ШЁЩҠЩҶ Ш§Щ„Щ…ЩӮШ§ШіЩҠЩҶ ЩҠШӯШҜШҜ Ш§ШіШӘЩҮЩ„Ш§Щғ Ш§Щ„Щ…ЩғШЁШі .
-ЩҲЩҮШ°ЩҮ Ш·ШұЩҠЩӮШ© Ш§Щ„ЩӮЩҠШ§Ші ШЁШ§Щ„Щ…ЩҠЩғШұЩҲЩ…ЩҠШӘШұ ШҢ ШЈЩ…Ш§ Щ…ЩҲШ§Ш¶Ш№ Ш§Щ„ЩӮЩҠШ§Ші ЩҒЩғЩ…Ш§ Ш°ЩғШұЩҶШ§ ШўЩҶЩҒШ§
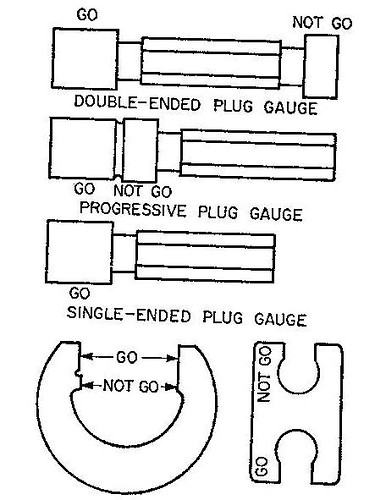
- Ш§Щ„ШӘШўЩғЩ„ ШЈЩҲ Ш§Щ„ШЁЩҠШ¶Ш§ЩҲЩҠ ЩҒЩҠ ЩҒШӘШӯШ§ШӘ Ш§Щ„ШЁЩҶЩҲШІ ЩҲЩҠШӘЩ… Ш§Ш®ШӘШЁШ§ШұЩҮШ§ ШЁШЁЩҶШІ Ш¬ШҜЩҠШҜ ШЈЩҲ ШЁЩӮЩҲШ§Щ„ШЁ Щ…ЩҶ ЩҶЩҲШ№ (Go- Not Go )
ЩҲЩҮЩҠ Щ…ЩҶ Ш§ШҜЩҲШ§ШӘ Ш§Щ„ЩӮЩҠШ§Ші ЩҲШ§Щ„ШӘЩҠ ЩҶШ§ШҜШұШ§ Щ…Ш§ ШӘШ¬ШҜЩҮШ§ ЩҒЩҠ Ш§Щ„ЩҲШұШҙ Ш§Щ„ШөШәЩҠШұШ© ШЈЩҲ Ш§Щ„ШәЩҠШұ Щ…ШӘШ®ШөШөШ© ЩҲЩ…ЩҶ ЩҮЩҶШ§ ЩҒЩҠЩ…ЩғЩҶ Ш§Щ„Ш§ШіШӘШ№Ш§Ш¶ЩҮ Ш№ЩҶЩҮШ§ ЩҒЩҠ Щ…ЩҲШ¶ЩҲШ№ЩҶШ§ ШЁШЁЩҶШІ Ш¬ШҜЩҠШҜ.
2 вҖ“ ЩӮЩҠШ§Ші Ш§Щ„Щ…ШіШ§ЩҒШ© Ш§Щ„ШЁЩҠЩҶЩҠШ© Щ„Щ„Щ…ЩғШЁШі :
- ЩҠЩӮШ§Ші ЩӮШ·Шұ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ЩғЩ…Ш§ ШіШЁЩӮ
- ЩҠЩӮШ§Ші ЩӮШ·Шұ Ш§Щ„Щ…ЩғШЁШі Ш§Щ„Ш®Ш§ШұШ¬ЩҠ ШЁЩҲШ§ШіШ·Ш© Ш§Щ„Щ…ЩҠЩғШұЩҲЩ…ЩҠШӘШұ Щ…ЩҶ Щ…ЩҶШ·ЩӮШ© Ш§Щ„Ш¬Ш°Ш№ ЩғЩ…Ш§ ШіШЁЩӮ
- Ш§Щ„Ш§Ш®ШӘЩ„Ш§ЩҒ ШЁЩҠЩҶ Ш§Щ„Щ…ЩӮШ§ШіЩҠЩҶ ЩҮЩҲ Ш§Щ„Щ…ШіШ§ЩҒШ© Ш§Щ„ШЁЩҠЩҶЩҠШ© Щ„Щ„Щ…ЩғШЁШі
3- ЩӮЩҠШ§Ші Ш§Щ„Щ…ШіШ§ЩҒШ© Ш§Щ„ШЁЩҠЩҶЩҠШ© Щ„Щ„Щ…ЩғШЁШі ШЁЩҲШ§ШіШ·Ш© Ш§Щ„ЩҒЩҠЩ„Щ„Шұ ЩҲШ§Щ„Щ…ЩҠШІШ§ЩҶ Ш§Щ„ЩҶШ§ШЁШ¶:
(ЩҲЩҮЩҠ Ш·ШұЩҠЩӮШ© Щ„Щ… Ш§ШұЩү Щ…ЩҶ ЩҠШіШӘШ®ШҜЩ…ЩҮШ§ ЩҒЩҠ Ш§Щ„ЩҲШұШҙ ШҢ ЩҲЩ„ЩғЩҶ Ш§ШӯШЁШЁШӘ Ш§ЩҶ Ш§Ш°ЩғШұЩҮШ§ ЩҒШұШЁЩ…Ш§ ЩҠЩҲШ§Ш¬ЩҮ Ш§Щ„Щ…ЩҮЩҶШҜШі Щ…ЩҶ ЩҠШіШӘШ®ШҜЩ…ЩҮШ§ Щ…ЩҶ Ш§Щ„ЩҒЩҶЩҠЩҠЩҶ ЩҒЩ„Ш§ ЩҠЩҒШ§Ш¬ШЈ ШЁЩҮШ§ )
- ЩҠШіШӘШ№Щ…Щ„ Щ…ЩӮЩҠШ§Ші ШҜЩҠЩҶШ§Щ…ЩҲЩ…ЩҠШӘШұ ЩҠШҙШӘЩ…Щ„ Ш№Щ„ЩҠ Щ…Ш¬Ші Ш№ШұШ¶ЩҮ (10 Щ…Щ…) ШӘЩӮШұЩҠШЁШ§ ЩҲШіЩ…ЩғЩҮ ЩҮЩҲ Ш§Щ„Щ…Ш·Щ„ЩҲШЁ Щ…Ш№ШұЩҒШӘЩҮ ШҢ ШӯЩҠШ« ЩҠШұШӘШЁШ· ШЁЩ…ЩҠШІШ§ЩҶ ЩҶШ§ШЁШ¶ ШҢ ЩҲШЁШ№ШҜ Ш§ШҜШ®Ш§Щ„ Ш§Щ„Щ…Ш¬Ші ШЁЩҠЩҶ Ш¬Ш§ЩҶШЁ Ш§Щ„Щ…ЩғШЁШі (ШЁШҜЩҲЩҶ ШӯЩ„ЩӮШ§ШӘ ) ЩҲШ§Щ„Ш°Щү ЩҠШӘЩ… Ш§ШҜШ®Ш§Щ„ЩҮ ЩҒЩҠ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ШЁШҙЩғЩ„ Щ…ЩӮЩ„ЩҲШЁ ЩҲШ§Щ„ЩҠ Щ…ШіШ§ЩҒШ© ШӯЩҲШ§Щ„ЩҠ 50 Щ…Щ… ШӘШӯШӘ ШіШ·Шӯ ЩғШӘЩ„Ш© Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ§ШӘ ШҢ ЩҲШӘШұШ§ЩӮШЁ Ш¬ЩҮШҜ Ш§Щ„ШҙШҜ Ш§Щ„Ш°Щү ШӘЩ…ЩғЩҶ Щ…ЩҶ Ш§Ш®ШұШ§Ш¬ Ш§Щ„ЩҒЩҠЩ„Щ„Шұ ЩҒШҘШ°Ш§ ЩғШ§ЩҶ ЩҮЩҲ Ш§Щ„Ш¬ЩҮШҜ Ш§Щ„Щ…ЩҶШөЩҲШө ЩҒЩҠ Ш§Щ„ЩғШӘШ§ШЁ Ш§Щ„ЩҒЩҶЩү ЩҠЩғЩҲЩҶ Ш§Щ„Ш®Щ„ЩҲШө ШөШӯЩҠШӯШ§ ШҢ ЩҲЩҮШ°Ш§ Ш§Щ„Ш¬ЩҮШҜ ЩҠШ¬ШЁ Ш§ЩҶ ЩҠЩғЩҲЩҶ Щ…ШӘЩ…Ш§Ш«Щ„Ш§ ЩҒЩҠ Ш§Щ„ЩӮЩҠЩ…Ш© Щ„ЩғЩ„ Ш§Щ„ЩғШЁШ§ШіШ§ШӘ ЩҒЩҠ ЩҶЩҒШі Ш§Щ„Щ…ШӯШұЩғ .
- Щ…Щ„ШӯЩҲШёШ© : ЩҠШұШ§Ш¬Ш№ Ш§Щ„ЩғШӘШ§ШЁ Ш§Щ„ЩҒЩҶЩү Щ„Щ„Щ…ШӯШұЩғ Щ„ШӘШӯШҜЩҠШҜ Щ…Ш§ Ш§Ш°Ш§ ЩғШ§ЩҶ ЩҠЩҶШө Ш№Щ„ЩҠ ЩҲШ¶Ш№ Ш·ШЁЩӮШ© ШұЩӮЩҠЩӮШ© Щ…ЩҶ Ш§Щ„ШІЩҠШӘ Ш§Щ„Ш®ЩҒЩҠЩҒ Ш№Щ„ЩҠ Ш¬ШіЩ… Ш§Щ„Щ…ЩғШЁШі ЩҲШҜШ§Ш®Щ„ Ш¬ШҜШұШ§ЩҶ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ЩӮШЁЩ„ ЩҮШ°Ш§ Ш§Щ„Ш§Ш¬ШұШ§ШЎ Щ…ЩҶ Ш№ШҜЩ…ЩҮ .
- ШіЩҸЩ…Щғ Ш§Щ„Щ…Ш¬Ші Ш§Щ„Щ…ШіШӯЩҲШЁ ШЁЩҲШ§ШіШ·Ш© Ш§Щ„Ш¬ЩҮШҜ Ш§Щ„Щ…ЩҶШөЩҲШө Ш№Щ„ЩҠЩҮ ЩҮЩҲ Ш§Щ„Щ…ШіШ§ЩҒШ© Ш§Щ„ШЁЩҠЩҶЩҠШ© Щ„Щ„Щ…ЩғШЁШі .
4 вҖ“ ЩҒШӯШө ШӯШ§Щ„Ш© ШЈШ®Ш§ШҜЩҠШҜ Ш§Щ„ШӯЩ„ЩӮШ§ШӘ (Ring grooves) :
- ЩҲЩҠЩ…ЩғЩҶ ЩҒШӯШөЩҮШ§ ШЁЩ…ЩӮЩҠШ§Ші (Go- nogo ) ЩҲЩҠЩ…ЩғЩҶ Ш§Щ„ШӯШөЩҲЩ„ Ш№Щ„ЩҠЩҮ Щ…ЩҶ Ш§Щ„Щ…ЩҶШӘШ¬
6вҖ“ ЩӮЩҠШ§Ші Ш«ШәШұШ© ШӯЩ„ЩӮШ© Ш§Щ„Щ…ЩғШЁШі :
5 - ШӘШӯШҜЩҠШҜ Ш®Щ„ЩҲШө Ш§Щ„ШӯЩ„ЩӮШ§ШӘ :
ЩҠШӘЩ… ЩӮЩҠШ§Ші Ш§Щ„Ш®Щ„ЩҲШө ШЁЩҠЩҶ Ш§Щ„ШӯЩ„ЩӮШ© ЩҲШӯШ§ЩҒШ© Ш§Щ„Щ…Ш¬ШұЩү Ш§Щ„Ш®Ш§Шө ШЁЩҮШ§ ШЁЩҒЩҠЩ„Щ„Шұ ШҢ ЩҲЩҠШӘЩ… Ш°Щ„Щғ ШЁШ§ШҜШ®Ш§Щ„ ШёЩҮШұ Ш§Щ„ШӯЩ„ЩӮШ© Ш§Щ„Ш¬ШҜЩҠШҜШ© ЩҒЩҠ Щ…Ш¬ШұЩү Ш§Щ„Щ…ЩғШЁШі Щ…Ш№ Ш§Щ„Щ…Ш¬Ші .
-ЩҒЩҲШ§ШҰШҜ :
- ШЁШ№Ш¶ Ш§ЩҶЩҲШ§Ш№ Ш§Щ„ШӯЩ„ЩӮШ§ШӘ ЩҲШ®Ш§ШөШ© ШӯЩ„ЩӮШ§ШӘ Ш§Щ„ШІЩҠШӘ ШӘЩғЩҲЩҶ Щ…ШөЩ…Щ…Ш© ШЁШӯЩҠШ« ШӘШ¶ШәШ· Ш§Щ„ШӯЩ„ЩӮШ© Щ„ЩҠШі ЩҒЩӮШ· Ш№Щ„Щү ШіШ·Шӯ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ШЁЩ„ Ш§ЩҠШ¶Ш§ Ш№Щ„ЩҠ ШӯЩҲШ§ЩҒ Ш§Ш®ШҜЩҲШҜЩҮШ§ ШҢ ЩҲЩҮШ°Ш§ Ш§Щ„ЩҶЩҲШ№ Ш·ШЁШ№Ш§ Щ„ЩҠШі Щ„ЩҮ Ш®Щ„ЩҲШө.
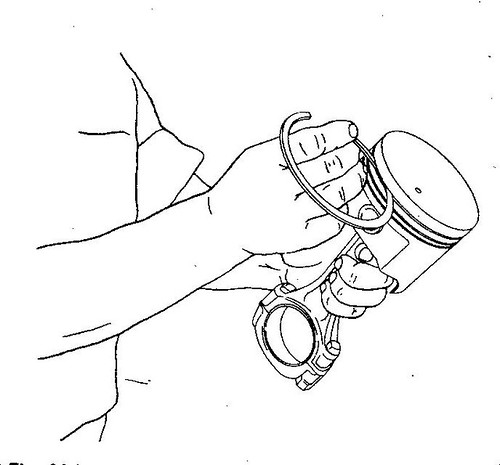
- ШЁШ№ШҜ Ш§Щ„ШӘШЈЩғШҜ ШЁШ§Щ„ЩӮЩҠШ§Ші Щ…ЩҶ Щ…ЩҶШ§ШіШЁШ© Щ…ЩӮШ§Ші Ш§Щ„ШӯЩ„ЩӮШ© ЩҠШ¬ШЁ Ш§ШҜШ®Ш§Щ„ ШёЩҮШұ Ш§Щ„ШӯЩ„ЩӮШ© ЩҒЩҠ ЩҒШӘШӯШӘЩҮШ§ ШЁШ§Щ„Щ…ЩғШЁШі ЩҲШ§ШҜШ§ШұШӘЩҮШ§ ШЁЩғЩ„ Щ…ШӯЩҠШ· ШЁЩҠШӘЩҮШ§ ШЁШ§Щ„Щ…ЩғШЁШі Щ„Щ„ШӘШЈЩғШҜ Щ…ЩҶ ЩҲШ¬ЩҲШҜ ЩҮШ°Ш§ Ш§Щ„Ш®Щ„ЩҲШө ЩҒЩү ЩғЩ„ Ш§Ш¬ШІШ§ШЎ Ш§Щ„Щ…Ш¬ШұЩү (groove) ШҢ ЩҲЩҲШ¬ЩҲШҜ ШөШ№ЩҲШЁШ© ЩҒЩҠ Ш¬ШІШЎ ЩҒШұШЁЩ…Ш§ ЩҠШҜЩ„ Ш№Щ„ЩҠ ЩҲШ¬ЩҲШҜ ШҙЩҲШ§ШҰШЁ ЩҒЩҠ Ш§Щ„Щ…Ш¬ШұЩү ШӘШӯШӘШ§Ш¬ Ш§Щ„Щү ШӘЩҶШёЩҠЩҒ.
-ШЁШ№Ш¶ Ш§Щ„ШҙШұЩғШ§ШӘ ЩҲШ§Щ„ЩҒЩҶЩҠЩҠЩҶ ЩҠЩҒШ¶Щ„ЩҲЩҶ ШӘЩҶШёЩҠЩҒ Ш§Щ„Щ…Ш¬ШұЩү ШЁШӯШ§ЩҒШ© ШӯЩ„ЩӮШ© Щ…ЩғШіЩҲШұШ© ШӯЩҠШ« Ш§ЩҶЩҮШ§ Щ„ЩҶ ШӘШӘЩ„ЩҒ Ш§Щ„Щ…Ш¬ШұЩҠ Ш§Ш°Ш§ ЩӮШ§Щ… ШЁЩҮШ§ Ш§Щ„Щ…ШӯШӘШұЩҒ .
-Ш§ЩҶШӘШЁЩҮ Щ„ШӘШұЩғЩҠШЁ Ш§Щ„ШӯЩ„ЩӮШ§ШӘ ШәЩҠШұ Щ…ЩӮЩ„ЩҲШЁЩҮ ЩҲШ®Ш§ШөШ© ШӯЩ„ЩӮШ§ШӘ Ш§Щ„ШІЩҠШӘ ЩҲШ§Щ„Ш§ ЩҒЩӮШҜ ЩҠШӨШҜЩү Ш§Щ„Ш®Ш·ШЈ ЩҒЩҠ ШӘШұЩғЩҠШЁЩҮШ§ Ш§Щ„Щү Ш§ШіШӘЩҮЩ„Ш§Щғ ЩғШЁЩҠШұ ЩҒЩҠ Ш§Щ„ШІЩҠШӘ .
-ЩҒЩҠШӘЩ… ЩӮЩҠШ§Ші Ш«ШәШұШ© Ш§Щ„ШӯЩ„ЩӮШ© ШЁШ§ШҜШ®Ш§Щ„ Ш§Щ„ШӯЩ„ЩӮШ© ЩҒЩҠ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© Ш§Щ„Щү Щ…ШіШ§ЩҒШ© 2 ШЁЩҲШөШ© ШӘЩӮШұЩҠШЁШ§ ШЁШҜЩҒШ№ЩҮШ§ ШЁШ§Щ„Щ…ЩғШЁШі Ш§Щ„Щ…ЩӮЩ„ЩҲШЁ ШҢ ЩҲШ°Щ„Щғ Щ„Ш¶Щ…Ш§ЩҶ Ш§ШіШӘЩҲШ§ШЎ Ш§Щ„ШӯЩ„ЩӮШ© ЩҒЩҠ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ШҢ Ш«Щ… ЩҠШӘЩ… ЩӮЩҠШ§Ші Ш§Щ„Ш«ШәШұШ© ШЁЩҠЩҶ Ш·ШұЩҒЩҠ Ш§Щ„ШӯЩ„ЩӮШ© ШЁЩҒЩҠЩ„Щ„Шұ ЩҲШӘЩғЩҲЩҶ ШЁЩҠЩҶ (0.01- 0.015 ШЁЩҲШөШ© ) ЩҒЩҠ ШЈШәЩ„ШЁ Ш§Щ„Щ…ШӯШұЩғШ§ШӘ .
-ШӘШұШ§Ш¬Ш№ Щ…ЩҲШ§ШөЩҒШ§ШӘ Ш§Щ„Щ…ШӯШұЩғ Ш№ЩҶШҜ Ш§Ш®ШӘШЁШ§Шұ Ш§Щ„Ш®Щ„ЩҲШөШ§ШӘ Щ„Щ…Ш№ШұЩҒШ© Ш§Щ„Ш§ШұЩӮШ§Щ… Ш§Щ„ШөШӯЩҠШӯШ© Щ„Щ„Щ…ШӯШұЩғ Ш§Щ„Ш¬Ш§ШұЩү Ш§Ш®ШӘШЁШ§Шұ Ш®Щ„ЩҲШөШ§ШӘЩҮ .
-Щ…Щ„ШӯЩҲШёШ© : Ш§Ш°Ш§ ЩғШ§ЩҶ Ш§Щ„ШӘШўЩғЩ„ Ш§Щ„Щ…Ш®ШұЩҲШ·ЩҠ ЩҒЩҠ Ш§ШіШ·ЩҲШ§ЩҶШ© ЩҒЩҠ Ш§Щ„ШӯШҜЩҲШҜ Ш§Щ„Щ…ШіЩ…ЩҲШӯ ШЁЩҮШ§ ШҢ ЩҒЩҠШұШ№Щү Ш№ЩҶШҜ Ш§Щ„ЩӮЩҠШ§Щ… ШЁЩӮЩҠШ§Ші Ш«ШәШұШ© Ш§Щ„ШӯЩ„ЩӮШ© Ш§Щ„Ш¬ШҜЩҠШҜШ© ШЈЩҶ ШӘШҜЩҒШ№ Ш§Щ„ШӯЩ„ЩӮШ© Ш§Щ„Щү Ш§ШіЩҒЩ„ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ШӯЩҠШ« ШЈЩӮЩ„ ШӘШўЩғЩ„ ШЁЩҮШ§ ШӯШӘЩҠ Щ„Ш§ ШӘШӘШ№ШұШ¶ Ш§Щ„ШӯЩ„ЩӮШ§ШӘ Щ„Щ„ЩғШіШұ ЩҶШӘЩҠШ¬Ш© Ш§ШөШ·ШҜШ§Щ… Ш·ШұЩҒЩҠЩҮШ§ Ш§Ш«ЩҶШ§ШЎ Ш§Щ„ШӘШҙШәЩҠЩ„ Щ„ШөШәШұ Ш«ШәШұШ© Ш§Щ„ШӯЩ„ЩӮШ© .
7вҖ“ ШӘШӯШҜЩҠШҜ ШӯШ§Щ„Ш© ШӯЩ„ЩӮШ§ШӘ Ш§Щ„Щ…ЩғШЁШі :
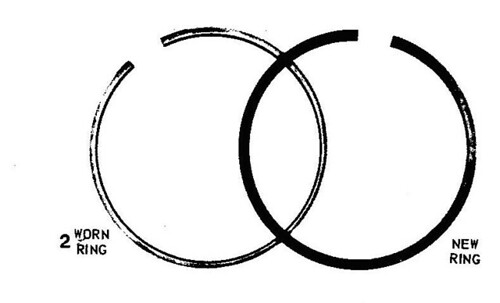
- ЩҒЩӮШҜШ§ЩҶ Ш§Щ„ШӯЩ„ЩӮШ© Щ…ШұЩҲЩҶШӘЩҮШ§ Щ…Щ…Ш§ ЩҠЩҒЩӮШҜЩҮШ§ Ш§Щ„ЩӮШҜШұШ© Ш№Щ„ЩҠ Ш¶ШәШ·ЩҮШ§ Ш§Щ„Ш№Щ…ЩҲШҜЩү Ш№Щ„ЩҠ Ш¬ШҜШұШ§ЩҶ Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ© ШҢ ЩҲЩҠШ®ШӘШЁШұ Ш°Щ„Щғ ШЁШ¶ШәШ· ШӯЩ„ЩӮШ© ЩӮШҜЩҠЩ…Ш© ЩҲШ§Ш®Шұ Ш¬ШҜЩҠШҜШ© ЩҲЩ…ЩӮШ§ШұЩҶШ© ЩҒШӘШӯШ© Ш§Щ„ШӯЩ„ЩӮШ© Ш§Щ„ЩӮШҜЩҠЩ…Ш© ШЁШ§Щ„Ш¬ШҜЩҠШҜШ© ЩҲЩҮЩҲ Щ…Ш§ ЩҠШёЩҮШұ ЩҒЩҠ Ш§Щ„ШөЩҲШұШ© .
-ШөШәШұ Ш¬ШҜШ§Шұ Ш§Щ„ШӯЩ„ЩӮШ© Ш§Щ„Щ…ШіШӘЩҮЩ„ЩғШ© ( Ш№ШұШ¶ЩҮШ§ ) ЩғЩ…Ш§ ШӘЩҲШ¶Шӯ Ш§Щ„ШөЩҲШұШ© :
-ЩғЩ…Ш§ Ш§ЩҶЩҮ Щ…ЩҶ ШҜЩ„Ш§ШҰЩ„ Ш§ШіШӘЩҮЩ„Ш§Щғ Ш§Щ„ШӯЩ„ЩӮШ© ЩҲШ¬ЩҲШҜ Ш®ШҜЩҲШҙ Ш№Щ…ЩҲШҜЩҠШ© ШӘШәШ·ЩҠ ЩҲШ¬ЩҲЩҮ Ш§Щ„ШӯЩ„ЩӮШ§ШӘ ЩҒШ§ЩҶЩҮШ§ ШӘШ№ЩҶЩҠ ШӘЩ„ЩҒ ШӯШҜШ© Ш§Щ„ЩҲШ¬ЩҮ .
Щ„Щ„ЩҒШ§ШҰШҜШ© ЩҲШ§Щ„ШЈЩ…Ш§ЩҶШ© Щ…ЩҶЩӮЩҲЩ„...
Ш§Щ„ЩҶШӘШ§ШҰШ¬ 1 ШҘЩ„Щү 3 Щ…ЩҶ 3
Ш§Щ„Щ…ЩҲШ¶ЩҲШ№: ЩғЩҠЩҒ ШӘЩҒШӯШө ШЈШ¬ШІШ§ШЎ Ш§Щ„Щ…ШӯШұЩғ...
-
LinkBack
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks- Bookmark & Share
- Tweet this thread
Щ…ШҙШ§ЩҮШҜШ© Ш§Щ„Щ…ЩҲШ§Ш¶ЩҠШ№
-

ШұЩӮЩ… Ш§Щ„Ш№Ш¶ЩҲЩҠШ© : 39627
ШӘШ§ШұЩҠШ® Ш§Щ„ШӘШіШ¬ЩҠЩ„ : 05May2009
Ш§Щ„Щ…ШҙШ§ШұЩғШ§ШӘ : 441
Ш§Щ„ЩҶЩҲШ№ : Ш°ЩғШұ
Ш§Щ„Ш§ЩӮШ§Щ…Ш© : Ш§Щ„ШЈШұШҜЩҶ
Ш§Щ„ШіЩҠШ§ШұШ©: ЩғЩҠШ§ ШіЩҠЩҒЩҠШ§ 1995
Ш§Щ„ШіЩҠШ§ШұШ©[2]: ШЁЩҠШ¬ЩҲ 504
ШҜШұШ§Ш¬Ш© ШЁШ®Ш§ШұЩҠШ©: alhourriah
Ш§Щ„ШӯШ§Щ„Ш© :

 ЩғЩҠЩҒ ШӘЩҒШӯШө ШЈШ¬ШІШ§ШЎ Ш§Щ„Щ…ШӯШұЩғ... -
ЩғЩҠЩҒ ШӘЩҒШӯШө ШЈШ¬ШІШ§ШЎ Ш§Щ„Щ…ШӯШұЩғ... -


 Ш§ЩҶШҙШұ Ш§Щ„Щ…ЩҲШ¶ЩҲШ№ ЩҒЩү :
Ш§ЩҶШҙШұ Ш§Щ„Щ…ЩҲШ¶ЩҲШ№ ЩҒЩү : [all1=#ff0000]ШҘЩҶ Щ…ЩҶ ШЈЩ…ЩҶ Ш§Щ„Ш№ЩӮЩҲШЁШ© ШЈШіШ§ШЎ Ш§Щ„ШЈШҜШЁ ...
[/all1]
#187d1e




 ШұШҜ Щ…Ш№ Ш§ЩӮШӘШЁШ§Ші
ШұШҜ Щ…Ш№ Ш§ЩӮШӘШЁШ§Ші
Ш§Щ„Щ…ЩҲШ§Ш¶ЩҠШ№ Ш§Щ„Щ…ШӘШҙШ§ШЁЩҮЩҮ
-
Ш§Щ„Ш№Щ„Ш§ЩӮШ© ШЁЩҠЩҶ ШіШ№Ш© Ш§Щ„Щ…ШӯШұЩғ ЩҲШ№ШҜШҜ Ш§Щ„ШҘШіШ·ЩҲШ§ЩҶШ§ШӘ ЩҲШ§Щ„ШіШұШ№Ш© ЩҲШ§Щ„Ш№ШІЩ… ЩҲШҙЩғЩ„ Ш§Щ„Щ…ШӯШұЩғ
ШЁЩҲШ§ШіШ·Ш© m3_dolphen ЩҒЩҠ Ш§Щ„Щ…ЩҶШӘШҜЩү Щ…Ш®ШӘЩҖЩҖЩ„ЩҒ ШЈЩҶЩҲШ§Ш№ Ш§Щ„ШҜШұШ§Ш¬Ш§ШӘ Ш§Щ„ЩҶШ§ШұЩҠШ©Щ…ШҙШ§ШұЩғШ§ШӘ: 15ШўШ®Шұ Щ…ШҙШ§ШұЩғШ©: 07-08-2015, 01:09 AM -
ЩғЩҠЩҒ ШӘЩҒШӯШө ШіЩҠШ§ШұШ© ШӘЩ…ШЁШұШ§ Ш№ЩҶШҜ Ш§Щ„ШҙШұШ§ШЎ
ШЁЩҲШ§ШіШ·Ш© heshamzaky ЩҒЩҠ Ш§Щ„Щ…ЩҶШӘШҜЩү ЩҒЩҖЩҖЩҖЩҖЩҠШ§ШӘЩ…ШҙШ§ШұЩғШ§ШӘ: 54ШўШ®Шұ Щ…ШҙШ§ШұЩғШ©: 20-10-2012, 07:50 PM -
Ш§Ш¬ШІШ§ШЎ Ш§Щ„Щ…ШӯШұЩғ ЩҲЩғЩҠЩҒ ЩҠШ№Щ…Щ„ ЩҲШ§ШіЩ…Ш§ШЎ ЩӮШ·Ш№ Ш§Щ„Щ…ШӯШұЩғ ЩҒЩҠШҜЩҠЩҲ
ШЁЩҲШ§ШіШ·Ш© mohammedabdallh ЩҒЩҠ Ш§Щ„Щ…ЩҶШӘШҜЩү Ш§Щ„ЩӮЩҖЩҖЩҖЩҖШіЩ… Ш§Щ„ШӘШ№Щ„ЩҖЩҖЩҖЩҖЩҠЩ…ЩүЩ…ШҙШ§ШұЩғШ§ШӘ: 1ШўШ®Шұ Щ…ШҙШ§ШұЩғШ©: 21-09-2011, 04:06 PM -
ШЈШӯШіЩҶ ЩҒЩҠШҜЩҠЩҲ ЩҠШҙШұШӯ ШЈШ¬ШІШ§ШЎ Ш§Щ„Щ…ШӯШұЩғ
ШЁЩҲШ§ШіШ·Ш© emamphoto ЩҒЩҠ Ш§Щ„Щ…ЩҶШӘШҜЩү Ш§Щ„Щ…ШӯШұЩғШ§ШӘЩ…ШҙШ§ШұЩғШ§ШӘ: 15ШўШ®Шұ Щ…ШҙШ§ШұЩғШ©: 15-07-2010, 07:46 PM -
ЩғЩҠЩҒ ШӘЩҒШӯШө ШЁШ·Ш§ШұЩҠШ© Ш§Щ„ШіЩҠШ§ШұШ©Шҹ
ШЁЩҲШ§ШіШ·Ш© dr.hany ЩҒЩҠ Ш§Щ„Щ…ЩҶШӘШҜЩү ШЁШ·Ш§ШұЩҠШ§ШӘЩ…ШҙШ§ШұЩғШ§ШӘ: 10ШўШ®Шұ Щ…ШҙШ§ШұЩғШ©: 20-04-2010, 12:20 AM
Ш§Щ„ЩғЩ„Щ…Ш§ШӘ Ш§Щ„ШҜЩ„Ш§Щ„ЩҠШ© Щ„ЩҮШ°Ш§ Ш§Щ„Щ…ЩҲШ¶ЩҲШ№
&quo,
015,
05,
06,
07,
10,
101,
11,
115,
12,
121,
13,
139,
14,
15,
155,
16,
169,
17,
18,
19,
21,
22,
224,
23,
230,
235,
2353,
24,
244,
25,
26,
266,
28,
2c,
2e,
30,
305,
307,
31,
316,
32,
323,
33,
330,
34,
35,
36,
37,
39,
3c,
41,
42,
425,
43,
44,
45,
450,
454,
46,
464,
48,
480,
49,
50,
51,
512,
516,
516a,
52,
523,
53,
530,
54,
55,
56,
58,
59,
61,
611,
612,
62,
63,
65,
66,
69,
71,
72,
73,
730,
77,
78,
80,
807,
81,
82,
84,
88,
89,
91,
910,
95,
96,
97,
98,
99,
a6,
a8,
Щ„ШЈ,
Щ„Щ„Щ…ШӯШұЩғ,
ШЈЩ…Ш§ЩҶ,
ШЈЩ…Ш§ЩҶШ©,
Щ„Щ…ШӯШұЩғ,
Щ…ШЈШ®ЩҲШ°,
Щ…Щ„ШӯЩҲШё,
Щ…Щ„ШӯЩҲШёШ©,
Щ„Щ…ШіШ§ЩҒШ©,
Щ„Щ…Ш№,
Щ„Щ…Ш№ШұЩҒШ©,
Щ„Щ„ЩҒШ§ШҰШҜШ©,
Щ„Щ„ЩҒШӯШө,
Щ„Щ…ЩҮЩҶ,
Щ„Щ…ЩҮЩҶШҜШі,
Щ„Щ…ЩҶ,
Щ„Щ…ЩҶШӘШ¬,
Щ„Щ…ЩӮШ§ШұЩҶШ©,
Щ„Щ„ЩғШіШұ,
ab,
Щ…Ш§,
ШЈШЁ,
Щ…Ш«Щ„,
Щ…Ш«Щ„Ш§,
Щ„ШЁШӯШ«,
Щ„ШӘШӯШҜЩҠШҜ,
Щ…ШӘШ®ШөШө,
Щ…ШӘШ®ШөШөШ©,
Щ„ШӘШұ,
Щ„ШӘШұЩғ,
Щ„ШӘШұЩғЩҠШЁ,
Щ„ШӘШҙШәЩҠЩ„,
ШЈШЁШ№Ш§ШҜ,
Щ„Щү,
Щ„ШӯЩ„ЩӮШ§ШӘ,
Щ„Ш¬Ш§ШұЩү,
Щ…ШӯШӘШұЩҒ,
Щ„Ш¬ШҜЩҠШҜ,
Щ…ШӯЩҠШ·,
ШўШ®Шұ,
Щ…Ш¬ШұЩү,
Щ…ШӯШұЩғ,
Щ…ШӯШұЩғШ§ШӘ,
Щ„ЩҠШі,
Щ„ШӯШІШ§Щ…,
Щ…ЩҠШІШ§ЩҶ,
Щ„ЩҠЩҮ,
Щ„ЩҠЩҮШ§,
Щ…ЩҠЩғШұЩҲ,
Щ…Шұ,
Щ…ШөЩ…Щ…,
Щ…ШіЩ…ЩҲШӯ,
Щ„ШіШ§,
Щ…ШіШ§ЩҒШ©,
Щ…ШіШҜЩҲШҜ,
Щ„ШҙШұЩғШ§ШӘ,
Щ„ШөЩҲШұ,
Щ…Ш№,
Щ„Ш№Щ…ЩҲ,
Щ„Ш№Ш§Щ…,
Щ…ШёШ§ЩҮШұ,
Щ…Ш№ШҜЩҶЩҠ,
Щ…Ш№ШҜЩҶЩҠШ©,
Щ…Ш№ШұЩҒШ©,
Щ…Ш№ШұЩҒШӘЩҮ,
Щ„ЩҒЩҶЩү,
Щ„ЩҮ,
Щ…ЩҮЩҶШҜШі,
Щ…ЩҶ,
Щ„ЩҶШ§,
Щ…ЩҲШ§ШҜ,
Щ…ЩҶШ§ШіШЁ,
Щ…ЩҶШ§ШіШЁШ©,
Щ…ЩҲШ§ШөЩҒШ§ШӘ,
Щ…ЩҲШ¬ЩҲШҜ,
Щ„ЩҲЩҶ,
Щ…ЩҲШ¶ЩҲШ№,
Щ…ЩҶШ·ЩӮ,
Щ…ЩҶШ·ЩӮШ©,
Щ…ЩҶЩӮЩҲЩ„,
Щ„Ш¶Щ…Ш§ЩҶ,
Щ„Ш¶ШәШ·,
Щ…Ш·,
Щ…Ш·Щ„ЩҲШЁ,
ШЈЩӮЩ„,
Щ…ЩӮЩ„ЩҲШЁЩҮ,
Щ…ЩӮШ§Шұ,
Щ…ЩӮШ§ШұЩҶШ©,
Щ…ЩӮШ§Ші,
Щ…ЩӮШ§ШіЩҠЩҶ,
Щ„ЩӮШҜ,
Щ…ЩӮЩҠШ§Ші,
Щ„ЩӮШұШ§ШЎШ©,
Щ„Щғ,
Щ„ЩғЩ„,
Щ„ЩғШӘШ§ШЁ,
Щ„ЩғШіШұ,
Щ…ЩғШіЩҲШұ,
Щ…ЩғШіЩҲШұШ©,
Щ…ЩғЩҮ,
Щ„ЩғЩҶ,
b2,
b8,
c6,
c71,
Ш§Щ…,
Ш§Щ„ШЈЩ…,
Ш§Щ„ШЈЩ…Ш§ЩҶ,
Ш§Щ„ШЈЩ…Ш§ЩҶШ©,
Ш§Щ„Щ…ШӯШӘШұЩҒ,
Ш§Щ„Щ…ШӯШұЩғ,
Ш§Щ„Щ…ШӯШұЩғШ§ШӘ,
Ш§Щ„Щ…ЩҠШІШ§ЩҶ,
Ш§Щ„Щ…ШіЩ…ЩҲШӯ,
Ш§Щ„Щ…ШіШ§,
Ш§Щ„Щ…ШіШ§ЩҒШ©,
Ш§Щ„Щ…ШіШӘЩҮЩ„Щғ,
Ш§Щ„Щ…ШіШӘЩҮЩ„ЩғШ©,
Ш§Щ„Щ…Ш№,
Ш§Щ„Щ…ЩҮЩҶШҜШі,
Ш§Щ„Щ…ЩҲШ§,
Ш§Щ„Щ…ЩҶШӘШ¬,
Ш§Щ„Щ…ЩҲШ¬ЩҲШҜ,
Ш§Щ„Щ…Ш·,
Ш§Щ„Щ…Ш·Щ„ЩҲШЁ,
Ш§Щ„Щ…ЩӮШ§ШұЩҶШ©,
Ш§Щ„Щ…ЩӮШ§Ші,
cab,
Ш§Щ„Ш§Щ„ШӘЩҲ,
Ш§Щ„Ш§Ш®,
Ш§Щ„Ш§Ш®ШӘ,
Ш§Щ„Ш§Ш®ШӘЩ„Ш§ЩҒ,
Ш§Щ„Ш§Шұ,
Ш§Щ„Ш§ШұЩӮШ§Щ…,
Ш§Щ„Ш§Ші,
Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ§ШӘ,
Ш§Щ„Ш§ШіШ·ЩҲШ§ЩҶШ©,
Ш§Щ„Ш°Щү,
Ш§Щ„ШӘ,
Ш§Щ„ШӘШўЩғЩ„,
Ш§Щ„ШӘШЈЩғШҜ,
Ш§Щ„ШӘШ§Ш¬,
Ш§Щ„ШӘЩҠ,
Ш§Щ„ШЁШӯШ«,
Ш§Щ„ШЁЩҠШ¶,
Ш§Щ„ШӘШҙШәЩҠЩ„,
Ш§Щ…ШӘЩҮ,
Ш§Щ„ШӘЩҲ,
Ш§Щ„Ш«ЩӮЩҲШЁ,
Ш§Щ„ЩҠ,
Ш§Щ„ШӯЩ„,
Ш§Щ„ШӯЩ„ЩӮШ§ШӘ,
Ш§Щ„ШӯЩ„ЩӮШ©,
Ш§Щ„Ш®Ш§ШұШ¬,
Ш§Щ„Ш®Ш§Шө,
Ш§Щ„Ш¬ШҜЩҠШҜ,
Ш§Щ„Ш¬ШҜЩҠШҜШ©,
Ш§Щ„ШӯШөЩҲЩ„,
Ш§Щ„Ш®ЩҒЩҠЩҒ,
Ш§Щ„ШҜЩҒШ№,
Ш§Щ„Ш¬ЩҮШҜ,
Ш§Щ„Ш®Ш·,
Ш§Щ„Ш®Ш·ШЈ,
cam,
Ш§Щ…Ші,
Ш§Щ„ШіШ§ШЁЩӮ,
Ш§Щ„ШіШ§ШЁЩӮШ©,
Ш§Щ„ШөШӯ,
Ш§Щ„ШІЩҠШӘ,
Ш§Щ„ШөШӯЩҠШӯ,
Ш§Щ„ШөШӯЩҠШӯШ©,
Ш§Щ„ШҙШұЩҲШ®,
Ш§Щ„ШҙШұЩғ,
Ш§Щ„ШҙШұЩғШ§ШӘ,
Ш§Щ„ШөШәЩҠШұ,
Ш§Щ„ШөШәЩҠШұШ©,
Ш§Щ„ШіЩҒЩ„ЩҠШ©,
Ш§Щ„ШөЩҲШұ,
Ш§Щ„ШөЩҲШұШ©,
Ш§Щ„ШҙЩғЩ„,
Ш§Щ„Ш№,
Ш§Щ„Ш№Щ…ЩҲШҜ,
Ш§Щ„Ш№Щ…ЩҲШҜЩү,
Ш§Щ„Ш№Ш§Щ…,
Ш§Щ„Ш№Ш§Щ…Щ„Ш©,
Ш§Щ„ШәЩҠШұ,
Ш§Щ„ЩҒЩҠЩ„,
Ш§Щ„ЩҒШӯШө,
Ш§Щ„ЩҒЩҶ,
Ш§Щ„ЩҒЩҶЩҠ,
Ш§Щ„ЩҒЩҶЩҠЩҠЩҶ,
Ш§Щ„ЩҶШ§ШЁШ¶,
Ш§Щ„ЩҲШұШҙ,
Ш§Щ„ЩҶШіШЁШ©,
Ш§Щ„ЩҶЩҲШ№,
Ш§Щ„ЩҶЩӮШ·,
Ш§Щ„Ш¶,
Ш§Щ„Ш¶ШәШ·,
Ш§Щ„ЩӮ,
Ш§Щ„ЩӮЩҠЩ…Ш©,
Ш§Щ„ЩӮШҜЩҠЩ…,
Ш§Щ„ЩӮШҜЩҠЩ…Ш©,
Ш§Щ„ЩӮШҜШұ,
Ш§Щ„ЩӮШҜШұШ©,
Ш§Щ„ЩӮШұШ§ШЎ,
Ш§Щ„ЩӮШұШ§ШЎШ©,
Ш§Щ„Щғ,
Ш§Щ„ЩғШӘШ§ШЁ,
Ш§Щ„ЩғШұШЁЩҲЩҶ,
Ш§Щ„ЩғШҙЩҒ,
Ш§Ш°Ш§,
Ш§Ш°ЩғШұ,
Ш§Ш©,
Ш§Ш«Шұ,
center,
Ш§Ш«ЩҶШ§ШЎ,
cf,
Ш§ШҜШ§,
Ш§Ш®ШӘЩ„Ш§ЩҒ,
Ш§Ш®ШӘШЁШ§Шұ,
Ш§Ш®ШӘШЁШ§ШұЩҮШ§,
Ш§Ш®Шұ,
Ш§Ш¬ШұШ§ШЎ,
Ш§ЩҠШ¶Ш§,
ck,
Ш§Шұ,
Ш§ШұЩӮШ§Щ…,
Ш§Ші,
Ш§ШІШ§Щ„Ш©,
Ш§ШіШӘШ№,
Ш§ШіШӘШ№Щ…Ш§Щ„,
Ш§ШіШӘЩҮЩ„Ш§Щғ,
Ш§ШіЩҒ,
Ш§ШіЩҒЩ„,
Ш§ШіШ·Шӯ,
Ш§ШөШ·ШҜШ§Щ…,
Ш§ШіШ·ЩҲШ§ЩҶШ§ШӘ,
Ш§ШіШ·ЩҲШ§ЩҶШ©,
Ш§ЩҒ,
Ш§ЩҮ,
Ш§ЩҲ,
Ш§ЩҶШ§,
Ш§ЩҶШӘ,
Ш§ЩҶШӘШЁЩҮ,
Ш§ЩҶЩҮ,
Ш§ЩҶЩҮШ§,
Ш§ЩҶЩҲШ§Ш№,
Ш§Ш¶Ш№,
Ш°Щ„Щғ,
de,
Ш°ЩғШұ,
Ш°ЩғШұЩҮШ§,
ШӘЩ…,
ШӘЩ„Ш§ЩҒ,
ШЁЩ…ЩҲШ§ШҜ,
ШЁЩ…ЩӮЩҠШ§Ші,
ШӘШЈЩғШҜ,
ШӘЩ…ЩғЩҶ,
ШЁШ§,
ШЁШ§Щ„,
ШЁШ§Щ„Ш¬ШҜЩҠШҜ,
ШЁШ§Щ„Ш¬ШҜЩҠШҜШ©,
ШЁШ§Щ„ЩҶШіШЁШ©,
ШЁШ§Шұ,
ШЁШ§ШІШ§Щ„Ш©,
ШЁШ§ШіШ§ШӘ,
Ш«ШЁШӘ,
ШӘШӘШ№ШұШ¶,
ШӘШӘЩҲШ§Ш¬ШҜ,
ШЁЩҠШӘ,
ШӘШ®ШӘЩ„ЩҒ,
ШӘШӯШӘШ§Ш¬,
ШЁЩҠШӘЩҮ,
ШӘШ®Шө,
ШӘШҜЩҒШ№,
ШЁЩҠЩҶ,
ШЁЩҠЩҶЩҠ,
ШЁШҜЩҲЩҶ,
ШЁЩҠШ¶,
ШЁЩҠШ¶Ш§,
ШЁШұ,
ШӘШұШ§Ш¬Ш№,
enter,
ШӘШұЩғ,
ШӘШұЩғЩҠШЁ,
ШӘШұЩғЩҠШЁЩҮ,
ШӘШұЩғЩҠШЁЩҮШ§,
ШЁШі,
ШӘШҙШәЩҠЩ„,
ШӘШҙЩҲЩҠЩҮ,
ШЁШҙЩғЩ„,
er,
es,
ШӘШ№Щ…Щ„,
ШӘШ№Щ„ЩҠЩ…,
ШӘШ№Щ„ЩҠЩ…Ш§ШӘ,
ШЁШ№ШҜ,
ШӘШәЩҠЩҠШұ,
Ш«ШәШұ,
ШӘШ№ШұШ¶,
ШЁШ№Ш¶,
ШӘЩҒШӯШө,
ШЁЩҮ,
ШЁЩҮШ§,
ШЁЩҶ,
ШЁЩҲШ§ШіШ·Ш©,
ШЁЩҲШөШ©,
ШӘЩҶШёЩҠЩҒ,
ШӘЩҶШёЩҒ,
ШӘЩҲШ¶Шӯ,
ШӘШ¶ШәШ·,
ШӘЩӮШұ,
ШӘЩӮШұЩҠ,
ШӘЩӮШұЩҠШЁШ§,
ШЁЩӮЩҲ,
ШЁЩӮЩҲШ§,
ШӘЩғ,
ШЁЩғЩ„,
ШӘЩғЩҲЩҶ,
f5,
f6,
f8,
fa,
fc,
fo,
font,
gr,
http,
ШӯЩ„,
ШҜЩ„Ш§ШҰЩ„,
ШӯЩ„ЩӮШ§ШӘ,
ЩҠЩ…ЩғЩҶ,
ЩҠШ§,
ШҜШ§Щ…,
ШҜШ§Ш®Щ„,
ШҜШ§Шұ,
Ш®Ш§ШұШ¬,
Ш®Ш§Шө,
Ш®Ш§ШөШ©,
Ш®Ш°,
ШӯШЁ,
ЩҠШӘЩ…,
ШӯШӘЩҮ,
ШҜЩү,
Ш®ШҜЩ…ЩҮ,
Ш¬ШҜШ§,
ШӯЩҠШ«,
ЩҠШ®ШӘШЁШұ,
Ш¬ШҜЩҠШҜ,
Ш¬ШҜЩҠШҜШ©,
ШҜЩҠЩҶШ§,
ШҜЩҠЩҶШ§Щ…ЩҲ,
ШӯШҜЩҲШҜ,
Ш¬Шұ,
ЩҠШұШ§,
ШӯШұЩғШ§ШӘ,
ЩҠШіШӘШ®ШҜЩ…,
ЩҠШіШӘШ№Щ…Щ„,
ШӯШөЩҮ,
ШӯШөЩҲЩ„,
ir,
ШӯШё,
ЩҠШёЩҮШұ,
ЩҠЩҒ,
Ш®ЩҒЩҠЩҒ,
ШӯЩҒШұ,
ШҜЩҒШ№,
ШҜЩҒШ№ЩҮ,
ЩҠЩҒШ¶Щ„,
ЩҠЩҒШ¶Щ„ЩҲЩҶ,
ШҜЩҮ,
ШӯЩҲШ§Щ„ЩҠ,
Ш®ЩҲШ°ЩҮ,
Ш¬ЩҲШҜ,
Ш¬ЩҲЩҮ,
ШҜЩҲЩҶ,
Ш®Ш·,
Ш®Ш·ШЈ,
ЩҠЩғЩҲЩҶ,
li,
mg,
ШұШ§Ш¬Ш№,
ШұШЁ,
ШұШЁЩ…Ш§,
ng,
ШұШҙ,
ШұШҙШ©,
ШұЩҒ,
ШұЩҒШ©,
ШұЩҮ,
ШұЩҶ,
ШұЩҲЩ…,
ШұЩҶШ§,
ШұЩҶШ©,
ШұЩӮ,
ШұЩӮЩҠЩӮ,
ШіЩ„Щғ,
ШіЩ…ЩғЩҮ,
ШөШ§,
ШіШ§ШЁ,
ШіШ§ШЁЩӮ,
ШіШ§ШЁЩӮШ©,
ШІШ§ЩҶ,
ШІШ§ЩҲЩҠШ©,
ШіШӘЩҮЩ„Ш§Щғ,
ШіШЁЩӮ,
ШІЩҠШӘ,
ШөШӯЩҠШӯ,
ШіШұ,
ШҙШұЩҲШ®,
ШҙШұЩғШ§ШӘ,
ot,
ШөШәЩҠШұ,
ШөШәЩҠШұШ©,
ШөШ№ЩҲШЁШ©,
ШөЩҒ,
ШөЩҒШ§ШӘ,
ШҙЩҲШ§ШҰШЁ,
ШҙЩҲЩҠЩҮ,
ШөЩҲШұ,
ШөЩҲШұШ©,
ШіШ·Шӯ,
ШҙЩғЩ„,
ring,
rm,
round,
si,
size,
sk,
skirt,
st,
te,
ti,
tt,
Ш№Щ…Щ„,
Ш№Щ…Щ„ЩҠШ©,
Ш№Щ…Ш§Щ„,
Ш№Щ„Щү,
Ш№Щ„ЩҠЩҮ,
Ш№Щ„ЩҠЩҮШ§,
Ш№Щ…ЩҠЩӮ,
Ш№Щ„ЩҲЩҠ,
Ш№Ш§Щ…,
Ш№Ш§Щ…Щ„Ш©,
ШёШ§ЩҮШұ,
Ш№ШҜ,
Ш№ШҜЩ…,
ШәЩҠЩҠШұ,
ШәЩҠШұ,
ШәШұ,
Ш№ШұЩҒ,
Ш№ШұЩҒШ©,
Ш№ШұШ¶,
Ш№ШұШ¶ЩҮ,
Ш№ШұШ¶ЩҮШ§,
Ш№ЩҮ,
Ш№ЩҮШ§,
ШёЩҮШұ,
Ш№ЩҶ,
Ш№ЩҶШ§,
Ш№ЩҶШҜ,
Ш№ЩҶЩҮ,
Ш№ЩҶЩҮШ§,
ЩҒШ§,
ЩҒШ§ШӘ,
ЩҒШ§ЩҶ,
ЩҒШ§ШҰШҜШ©,
ЩҒШӘШӯ,
ЩҒШӘШӯШ§,
ЩҒШӘШӯШ©,
ЩҒЩҠ,
ЩҒЩҠЩ…ЩғЩҶ,
ЩҒШӯШө,
ЩҒЩҠЩҮ,
ЩҒЩҠЩҮШ§,
ЩҒШұ,
ЩҒШұШҙ,
ЩҒЩҶ,
ЩҒЩҲШ§ШҰШҜ,
ЩҒЩҶЩү,
ЩҒЩҶЩҠЩҠЩҶ,
ЩҒШ¶,
ЩҒШ¶Щ„,
ЩҒЩӮШҜ,
ЩҒЩӮШҜШ§ЩҶ,
ЩҒЩӮШ·,
ЩҒЩғ,
ЩҮЩ„,
ЩҮЩ„Ш§Щғ,
ЩҮШ§,
ЩҮШ°,
ЩҮШ°Ш§,
ЩҮШ°ЩҮ,
ЩҮЩҠ,
ЩҮЩҲ,
ЩҮЩҶШ§,
ЩҲЩ„,
ЩҲЩ…ЩҶ,
ЩҲЩ…ЩӮШ§ШұЩҶШ©,
ЩҲЩ„Щғ,
ЩҲЩ„ЩғЩҶ,
ЩҶШ§,
ЩҲШ§Щ„,
ЩҲШ§Щ„ШЈ,
ЩҲШ§Щ„ШЈЩ…,
ЩҲШ§Щ„ШЈЩ…Ш§ЩҶ,
ЩҲШ§Щ„Ш§,
ЩҲШ§Щ„Ш§Ш®,
ЩҲШ§Щ„ЩҒ,
ЩҲШ§Щ„ЩҒЩҶЩҠЩҠЩҶ,
ЩҲШ§ШӘ,
ЩҶШ§ШЁШ¶,
ЩҲШ§ШҜ,
ЩҶШ§ШҜШұ,
ЩҶШ§Ші,
ЩҲШ§ШіШ·Ш©,
ЩҲШ§ЩҒ,
ЩҲШ§ЩҶ,
ЩҲШ§ЩҶШ§,
ЩҲШ°Щ„Щғ,
ЩҶШ©,
ЩҲШЁЩҠЩҶ,
ЩҲШӘШұ,
ЩҲШЁШ№ШҜ,
ЩҲШЁЩҮ,
ЩҲШӘЩғЩҲЩҶ,
ЩҲЩҠЩ…ЩғЩҶ,
ЩҲШҜШ§Ш®Щ„,
ЩҲШ®Ш§ШөШ©,
ЩҲШҜШ©,
ЩҲШ¬ЩҮ,
ЩҲШ¬ЩҲШҜ,
ЩҲШ¬ЩҲЩҮ,
ЩҲШұ,
ЩҲШұШ©,
ЩҲШұШҙ,
ЩҲШҙ,
ЩҲШіЩ…Щғ,
ЩҶШіШЁШ©,
ЩҶШөЩҲШө,
ЩҶШёЩҠЩҒ,
ЩҶШёЩҒ,
ЩҲШ№ЩҶ,
ЩҶЩҒШі,
ЩҶЩҮ,
ЩҲЩҮШ°ЩҮ,
ЩҲЩҮЩҠ,
ЩҲЩҶ,
ЩҶЩҲШ№,
ЩҲШ¶Ш№,
ЩҶЩӮШ·,
ЩҶЩӮШ·ШӘЩҠЩҶ,
Ш¶Щ…,
Ш¶Щ…Ш§ЩҶ,
Ш¶Ш§,
Ш¶Ш№,
Ш¶ШәШ·,
Ш·Щ„ЩҲ,
Ш·ШЁ,
Ш·ШЁШ№,
Ш·ШЁШ№Ш§,
Ш·ШЁЩӮ,
Ш·ЩҠ,
Ш·ШұЩҠЩӮ,
Ш·ШұЩҠЩӮШ©,
Ш·ШұЩҒ,
Ш·ШұЩӮ,
Ш·ЩҮ,
Ш·ЩӮШ©,
ЩӮЩ„,
ЩӮЩ„ЩҲШЁ,
ЩӮШ§ШұЩҶ,
ЩӮШ§Ші,
ЩӮШ§ШіЩҠ,
ЩӮШЁЩ„,
ЩӮЩҠ,
ЩӮЩҠШ§Ші,
ЩӮШҜЩҠ,
ЩӮШҜЩҠЩ…,
ЩӮШҜЩҠЩ…Ш©,
ЩӮШҜШұ,
ЩӮШҜШұШ©,
ЩӮШҜЩҮ,
ЩӮШҜЩҮШ§,
ЩӮШұШ§ШЎ,
ЩӮШұШ§ШЎШ©,
ЩӮШұЩҠ,
ЩӮШұЩҠШЁ,
ЩӮШұЩҠШЁШ§,
ЩӮЩҲЩ„,
ЩӮШ·,
ЩӮШ·ШӘЩҠЩҶ,
ЩӮШ·Шұ,
ЩғЩ„,
ЩғЩ…Ш§,
ЩғШ§,
ЩғШ§ШӘ,
ЩғШ§ЩҶ,
ЩғШӘ,
ЩғШӘЩ„,
ЩғШӘШ§ШЁ,
ЩғШЁШ§Ші,
ЩғШЁЩҠШұ,
ЩғШЁШі,
ЩғЩҠ,
ЩғЩҠЩ…ЩҠШ§ШҰЩҠШ©,
ЩғЩҠЩҒ,
ЩғШұЩҮ,
ЩғШұЩҲЩ…,
ЩғШҙ,
ЩғШіШұ,
ЩғШҙЩҒ,
ЩғШіЩҲШұ,
ЩғЩҒ,
ЩғЩҒШұ,
ЩғЩҶ
 Ш¶ЩҲШ§ШЁШ· Ш§Щ„Щ…ШҙШ§ШұЩғШ©
Ш¶ЩҲШ§ШЁШ· Ш§Щ„Щ…ШҙШ§ШұЩғШ©
Content Relevant URLs by vBSEO 3.6.0 PL2
Ш§Щ„Щ…ЩҒШ¶Щ„Ш§ШӘ